


What if advanced analytics could give us the opportunity to anticipate events, provide actionable insight to increase production, and allow our operatives to make the right decision at any given time? Such capabilities enable unprecedented operational efficiency and productivity and are provided by different industrial IoT applications.
Industry experts predict that industrial IoT, which will reach $225 billion by 2023, will have a drastic impact on modern manufacturing. In addition, it will also:
- Increase efficiency.
- Foster asset monitoring.
- Encourage streamlined maintenance.
According to TATA Surveys, the IIoT is proving beneficial for manufacturing leaders. They report increased productivity and efficient operations. It’s important to understand that IIoT use cases are going to grow in the future.
Below are essential industrial IoT applications in manufacturing that our IoT team recommends.
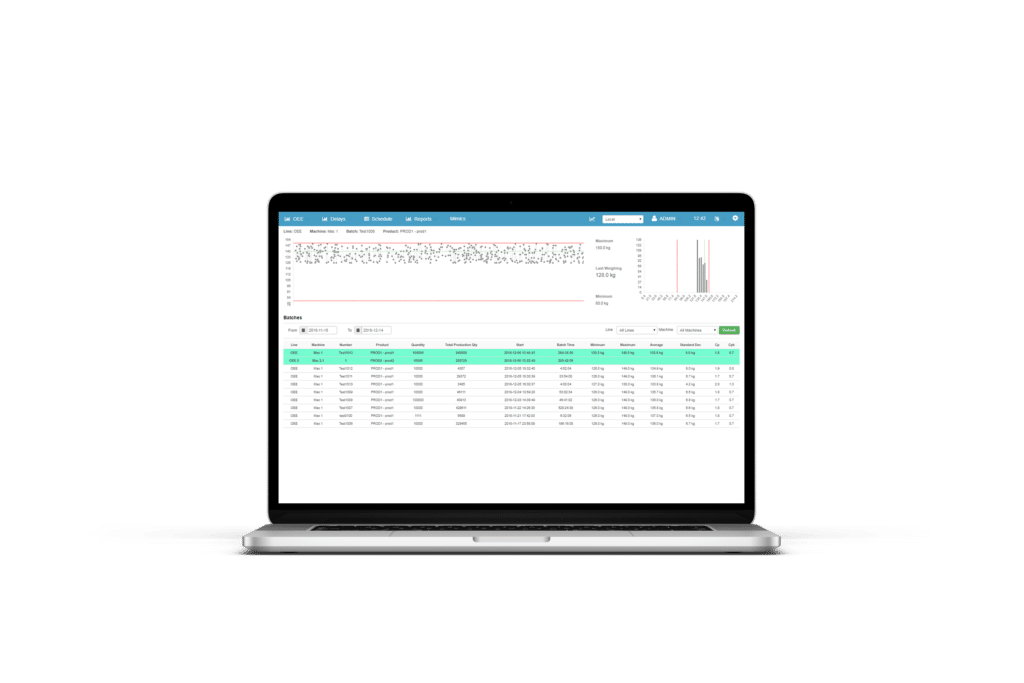
Real-Time Asset Monitor
Manufacturing companies are using IoT to connect machines and systems together, which allows for real-time asset management. You can monitor equipment remotely using coupled assets for compliance, safety, and reliability. Remote asset monitoring with products like SPC (Statistical Process Control Module) is used extensively in manufacturing.
In addition, sensors monitor production processes and provide status updates to the right people. Many operators use them to manage and control assets and enable timely manufacturing decisions. Tracking manufacturing assets allows easy status monitoring for key equipment and final products. In this case, industrial IoT applications help increase logistics, sustain the stock, and prevent quality issues.
Also, the smart metering solution not only helps in saving billions of gallons of water but also in accurate billing to improve revenues and real-time visibility of water consumption, leakage, wastage, theft, meter health, and many more operations-efficiency KPIs. It is thanks to the robust architecture of this smart metering system that these improvements are possible.

Connected Operational Intelligence
Manufacturers can connect machines and equipment to build intelligent networks that coordinate and communicate with each other without any intervention by operators. As a result, this use case allows organizations to contextualize and gather data from remote manufacturing assets using a variety of industrial IoT applications.
As a result, proactive insights into key performance indicators are available to enable faster problem identification and improve operational performance. Companies can now connect to various operational data centers to bring together data to allow real-time data visibility across a variety of manufacturing systems. IoT-enabled machinery can transmit real-time intelligence to manufacturing stakeholders. Therefore, they can manage factory units remotely.
Machine operation and maintenance costs account for millions of dollars. It is possible to prevent production interruptions by ensuring that equipment maintenance happens on time. Manufacturing companies may see significant reductions in operational costs if downtime can be detected before it occurs with web-based apps like ELT.
With the aid of sensors, data analytics, cameras, and IIoT, operators can predict failure before it happens. Such detection allows machines to create strategic maintenance timelines that can only be used when they are needed and before any glitches occur.


